
This article explains how to consider manufacturing constraints in a DDMRP environment to achieve variability and inventory reduction improvements.
Part 3: Two key aspects to integrate production scheduling with DDMRP replenishment planning
The first two articles (part I and part II) of this series explained why supply variability cannot be reduced in companies without manufacturing constraint consideration especially on the bottleneck resources: We demonstrated that the absence of production scheduling even leads to counterproductive effects.
To achieve a stable supply process also in the context of industries where production sequences are vital to create feasible production plans and execution processes, two aspects need to be considered: First, a planning and scheduling process is required considering the line-specific constraints to create a feasible plan directly when creating the production orders. Second, manufacturing constraints, e.g. represented as replenishment lead times, need to be an input for the buffer sizing.
Cyclic planning
One common well established and successful method to face the described challenge is the cyclic planning approach with pre-defined scheduling lead times. A cyclic planning method schedules a set of products on one production line according to the fixed optimum production sequence with pre-defined cycle time boundaries. The objective is a changeover-optimized, stable production plan reducing supply variability and sending stabilized requirements to upstream production or procurement processes for semi-finished goods or raw materials.
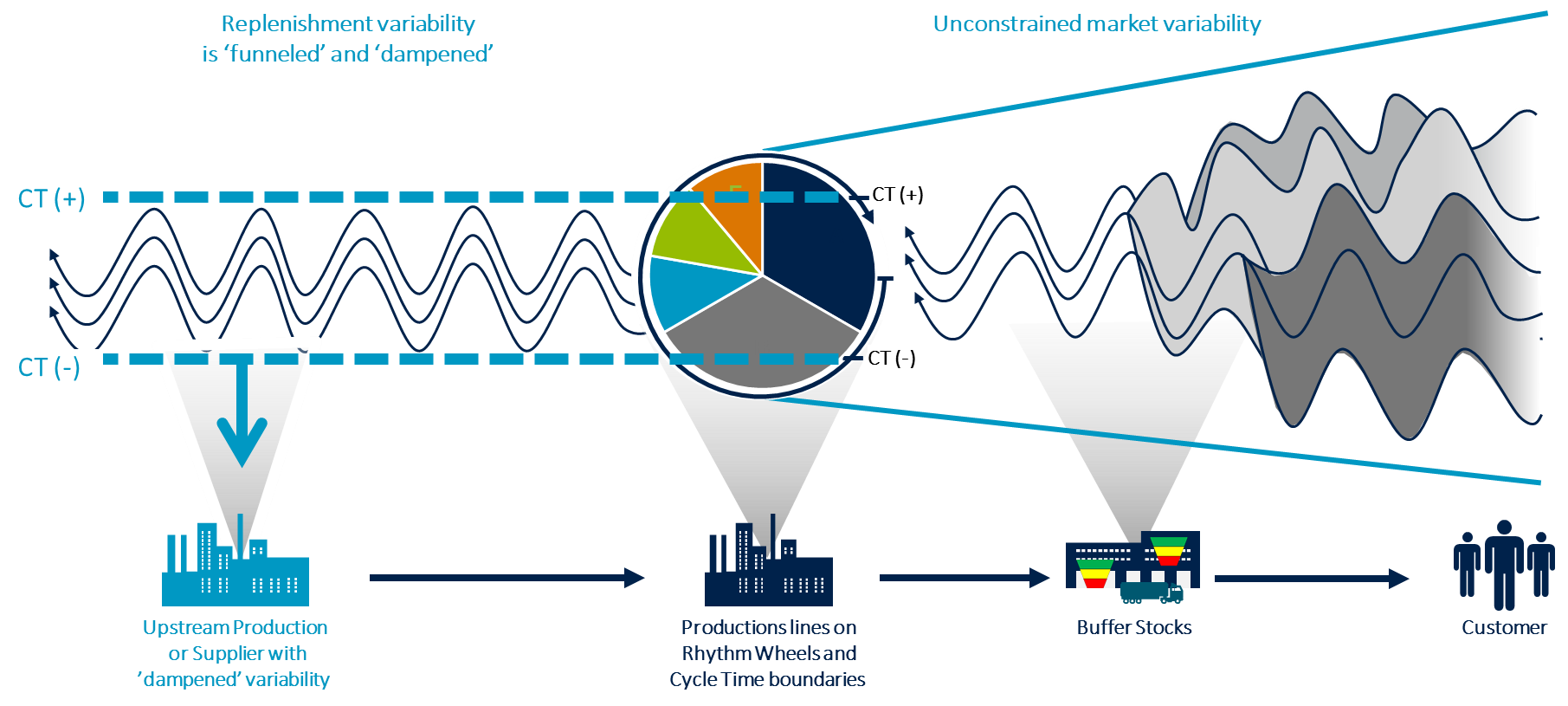
Figure 1: The cyclic planning and scheduling approach with predefined cycle time boundaries
As a second important aspect manufacturing constraints need to be input for the buffer sizing and adjustments.
Scheduling cycle time consideration
First of all, the production cycle time represented as replenishment interval must be considered for the buffer zone calculation. Since the products follow a strict, changeover-optimized sequence, the replenishment interval is pre-defined and can be used as input for the buffer sizing – in the worst case scenario products are produced at the end of the cycle and consequently have a prolonged lead time. From a DDMRP perspective the scheduling constrained is considered in the buffer sizing, especially affecting the yellow zone, the lead time buffer. At the same time, with a realistic lead time calculation incorporating the production constraints, the supply variability and supply shortages are decreasing, which can lead to decreasing red buffer zone directly impacting the total on hand stock level.
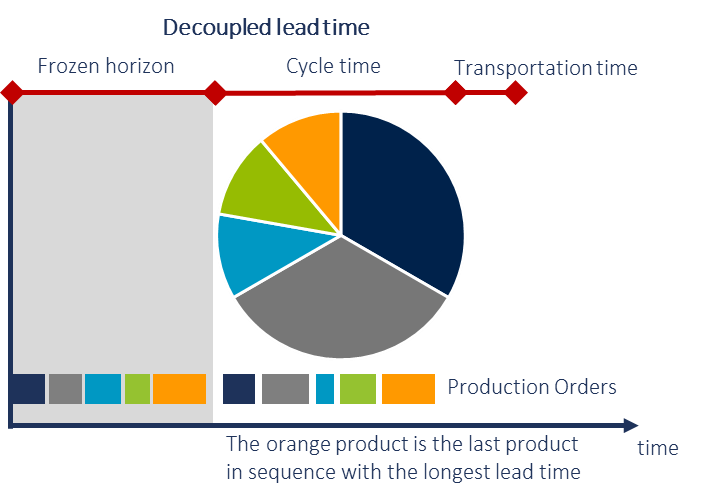 Figure 2: Example of the lead time composition for products planned with a cyclic planning approach
Figure 2: Example of the lead time composition for products planned with a cyclic planning approach
Why scheduling is important for the tactical horizon
In addition to the cycle time, the tactical capacity and material constrained production plan is a crucial input for the buffer sizing and time dependent adjustment activities, too. Only production plans incorporating scheduling constraints e.g. resource capacity limitations, changeover times, min/max campaign sizes, etc. expose realistic order lead times which can deliver a good view on the projected stock consumption. Therefore, the cyclic production planning approach needs to be executed throughout the complete tactical horizon.
In case of scarce, critical input components, a capacity and material constrained integrated scheduling could be applied which also reflects material availability issues to the stock projection, resulting in even more precise buffer adjustment input information.
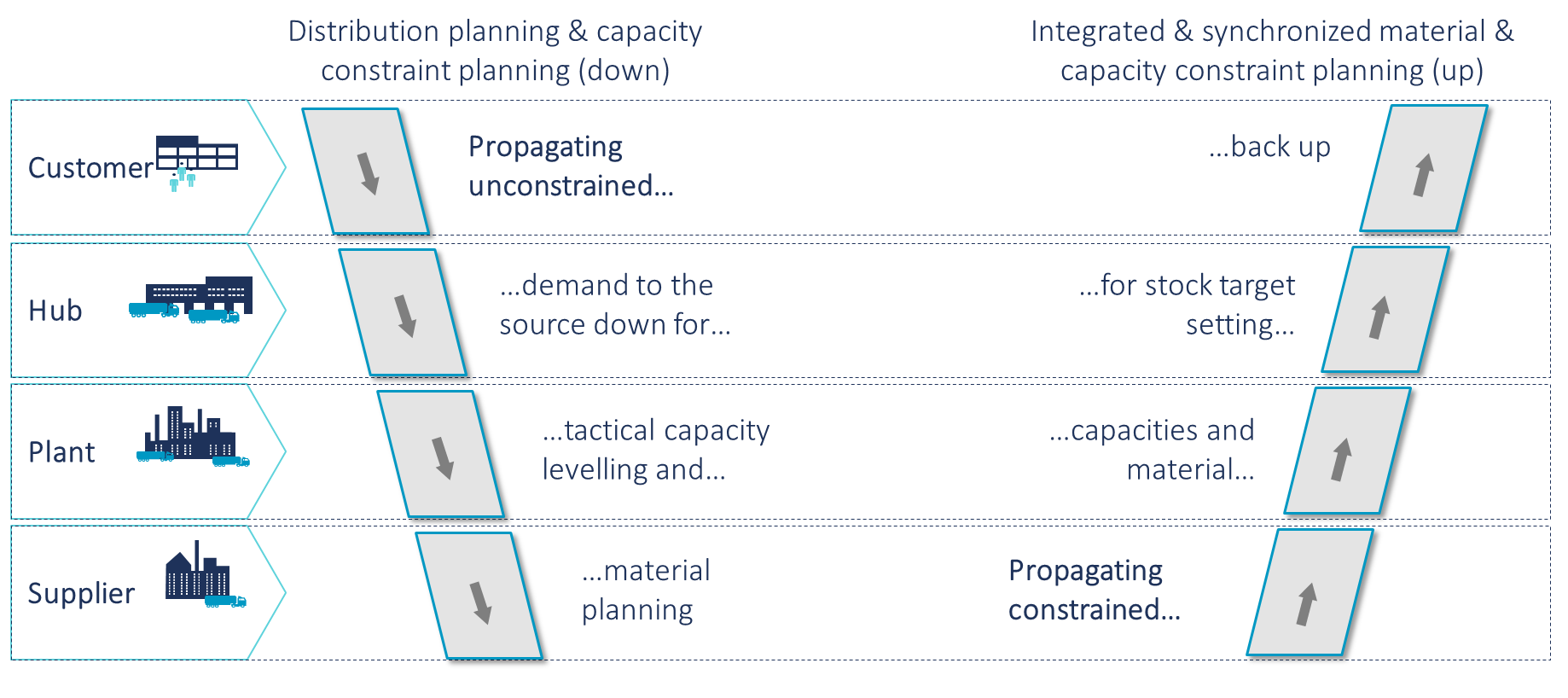 Figure 3: Integrated capacity and material constrained scheduling
Figure 3: Integrated capacity and material constrained scheduling
To conclude, the DDMRP methodology promises great benefits from supply planning perspective regarding the reduction of variability and stock levels. However, especially in industries where manufacturing constraints play an important role for the production plan and execution, the benefits are only realized if DDMRP is enriched with a suitable scheduling logic and its parameters are used as input for the buffer sizing process.
The ultimate goal of an end-to-end supply chain process is to meet customer requirements while minimizing operational and tactical inefficiencies. This can only happen by integrating DDMRP inventory management with production planning and scheduling.
If you wish to get more insights on this topic, please don’t hesitate to get in touch any time.
Part I: Success factors for DDMRP in a constraint manufacturing environment (I)
Part II: Success factors for DDMRP in a constraint manufacturing environment (II)
