
Recently, the Demand-Driven MRP (DDMRP) methodology has been gaining increasing popularity. More and more companies across all industries apply the DDMRP supply planning with the common objective of reducing variability and, consequently, achieving increased planning stability and stock level reduction.
We experienced that very often companies perceive the DDMRP concept as inventory buffer management and replenishment planning only, while neglecting the implementation part from a production planning perspective.
In a short series of articles (part II and part III) we elaborate what are the risks for the DDMRP implementation success of not considering manufacturing constraints, what needs to be considered when applying DDMRP in a constrained manufacturing environment and why production scheduling is of significance here.
Part 1: The DDMRP challenge in a constraint manufacturing environment
Today’s supply chains are characterized by increasing volatility and uncertainty due to enlarged product portfolios, shorter product lifecycles as well as higher customer expectations and network complexity. DDMRP, a pull-based replenishment approach, is a powerful new planning concept to face these challenges promising significant variability and stock reduction improvements. Proven DDMRP success stories encourage companies of various industry sectors to start implementing DDMRP. Let’s recap the DDMRP planning concept in more detail first:
How DDMRP works
DDMRP uses strategic decoupling points, the so-called buffers, to drive supply order generation and management throughout the supply chain. Buffers serve as shock absorbers to ease supply and demand variability. Each buffer consists of a red zone (safety buffer), yellow zone (lead time buffer) and green zone (cycle stock). DDMRP-driven planning comprises generating supply orders by evaluating actual inventory, stock that has been ordered but not received, and qualified sales order demand. As soon as the inventory level is lower than the reorder level, the top of the yellow zone, a supply order is generated.
Very often the scope of DDMRP implementation projects focuses on the stock decoupling points of finished goods. Finished goods are usually located in the distribution network, since the major objective is to reduce finished goods stocks rather than less valuable semi-finished materials or raw materials. A common scenario is, for example, that buffers are located at distribution centers and warehouses and send production requirements to the factory. Subsequently production orders to fulfill these requirements are placed at the end of the decoupled lead time without capacity consideration firstly. In case of capacity constraints the orders can be prioritized based on buffer level statuses.

Figure 1: The DDMRP supply planning approach with an inventory buffer located at the distribution center
DDMRP inventory buffers: the cure-all for process industries?
Especially for process industries the question arises if the DDMRP concept is completely sufficient to reduce bullwhip effects – if the companies’ implementation focus is on inventory buffer management only. Process industries usually have complex production planning constraints which highly depend on the production sequence. Detailed finite scheduling with sequence dependencies and constraints is a prerequisite for a feasible production plan since extreme changeover times between production campaigns result in huge losses of efficiency. Furthermore, short-term unplanned changes of the plan could create enormous changeover time and costs. Therefore, it is crucial to define an efficient sequence well in advance.
A good example is the production of colored goods. From a resource utilization perspective it makes a huge difference to change from dark to bright colors or vice versa:
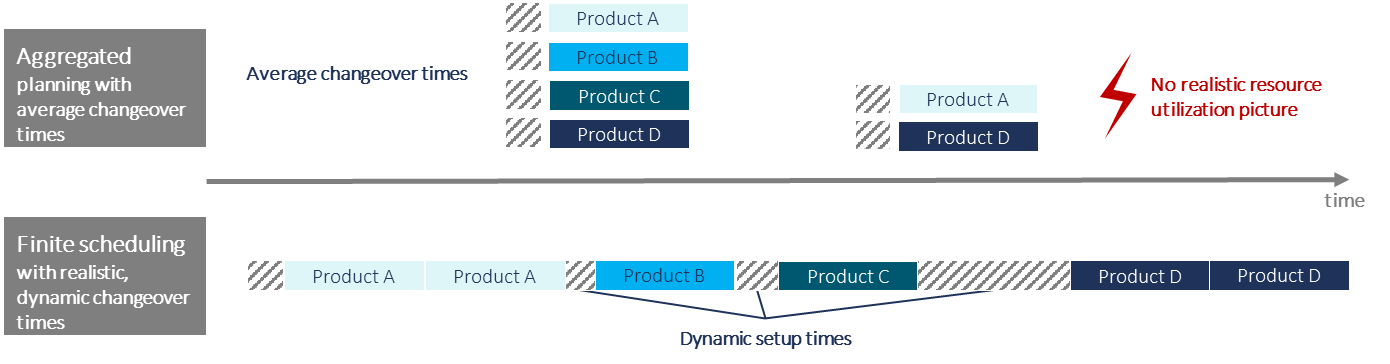
Figure 2: Dynamic changeover times are dependent on the predecessor product
Obviously, in such cases infinitely placed production orders derived from the DDMRP replenishment logic may be advantageous in terms of stocks but not necessarily in terms of capacity utilization. Furthermore, they do not take into consideration production-specific constraints.
What the deeper impact of this is and how to resolve these challenges will be the topic of our upcoming blog posts.
In the meantime, I recommend taking a look at this nice video which explains how DDMRP works.
Part II: Success factors for DDMRP in a constraint manufacturing environment (II)
Part III: Success factors for DDMRP in a constraint manufacturing environment (III)
